Berührungslos Löten
mit Laserstrahlungn
Von entscheidender Bedeutung: Lote und Flussmittel
Berührungslos Löten mit Laserstrahlung
Laserlöten hat sich als Einzellötverfahren in den letzten Jahren etabliert und ersetzt zunehmend konventionelle Lötverfahren. Dennoch gilt Laserlöten als teuer und den großen Vorteilen des Laserlötens stehen auch Nachteile gegenüber.
Mit der richtigen Laserlöttechnik sind die Kosten im Griff und die Nachteile weitgehend beseitigt worden. Lote und Flussmittel sind dabei von entscheidender Bedeutung.
In der Elektronikproduktion sind heute mehrere Selektivlötverfahren im Einsatz. Dabei muss unterschieden werden zwischen den Selektivlötverfahren, die sich vom Wellenlöten ableiten lassen und den Einzelpunktlötverfahren, die mit Lotdrähten arbeiten.
Die gängigen Einzelpunktlötverfahren sind
 Kolbenlöten
Kolbenlöten
Induktionslöten
Laserlöten
Während der Lötkolben nach wie vor beim Handlöten dominiert ,wird er beim automatischen Löten immer mehr durch die beiden berührungslosen Lötverfahren Induktions- und Laserlöten ersetzt. Beim Induktionslöten werden beide zu verlötende Werkstücke direkt, quasi von innen erwärmt. Dies geschieht durch induzierte Wirbelströme.
Beim Löten auf Leiterplatten mit kleinen Lötstellen ist das Induktionslöten weniger geeignet. Die verfügbaren Induktionsschleifen sind für sehr kleine Lötstellen, wie sie für Leiterplatten typisch sind, überdimensioniert. Hinzu kommt die Gefahr, dass die hochfrequente Einstrahlung empfindliche Schaltkeise beschädigt.
Mit Laserlöten können selbst kleinste Lötstellen auf Leiterplatten gelötet werden. Lotdrähte mit 0,3 mm sind ohne weiteres zuführbar. Für kleinere Durchmesser zwischen 0,3 und 0,1 mm hat Wolf inzwischen einen speziellen durch Piezoelemente angetriebenen Vorschub entwickelt.
Der typische Laserlötprozess lässt sich in drei Schritte unterteilen:
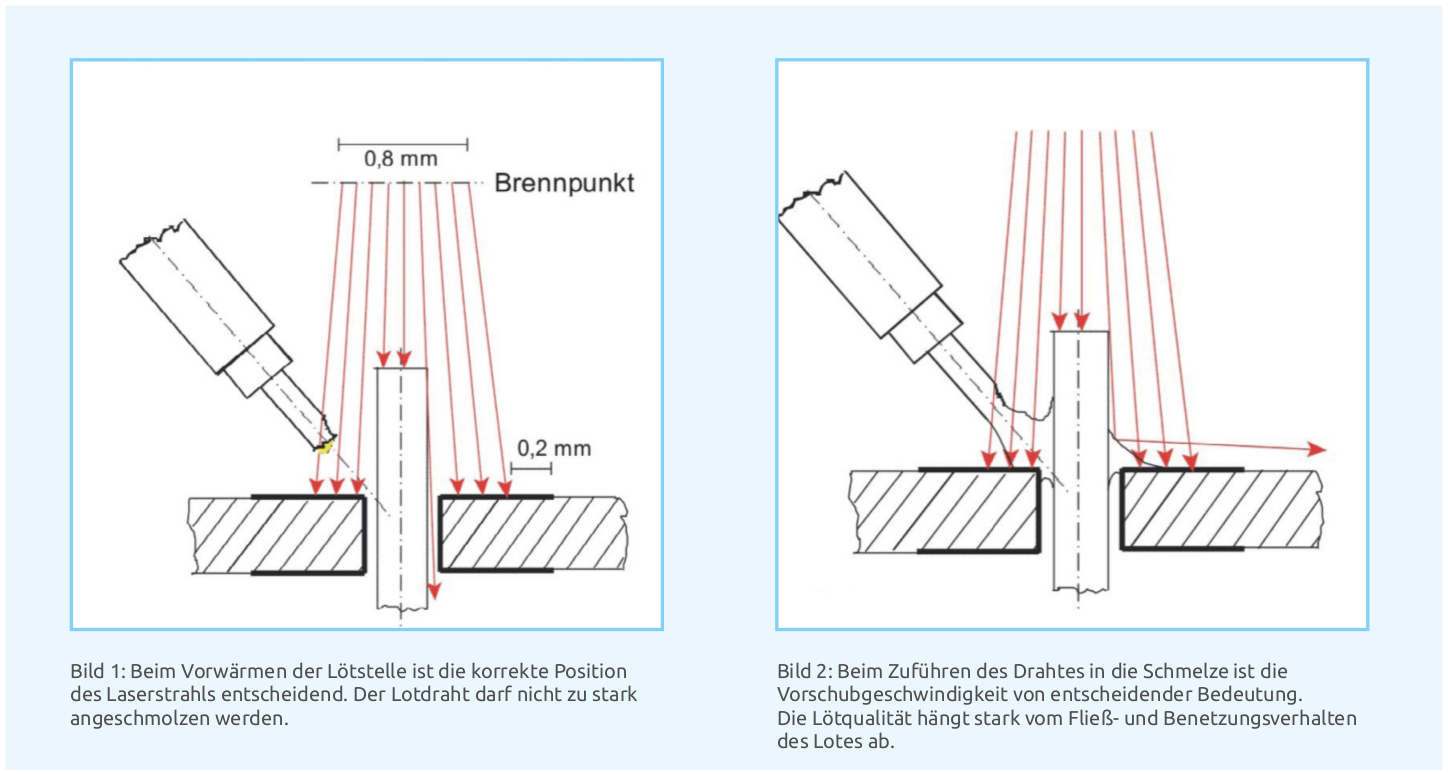
Schritt 1 - Der Laser bestrahlt die Lötstelle und wärmt beide zu lötenden Flächen möglichst gleichmäßig vor. Dabei wird der Teil des Lotdrahtes, der sich im Laserstrahl befindet, angeschmolzen (Bild 1).
Schritt 2 - Der nun weiche Lotdraht wird zugeführt und schmilzt bei Kontakt mit den vorgewärmten Lötflächen vollständig ab (Bild 2).
Schritt 3 - Es bildet sich eine Schmelze aus, in welche die erforderliche Restmenge Lot dosiert wird.
Seit 20 Jahren stellt Wolf Produktionssysteme / Freudenstadt Laserlötsysteme her, die für unterschiedlichste Aufgabenstellungen in der Serienfertigung zur Anwendung kommen.
Eine Analyse des großen Erfahrungsschatzes zeigt, dass vier wesentliche Hemmnisse einem erfolgreichen Einsatz des Laserlötens gegenüberstehen können:
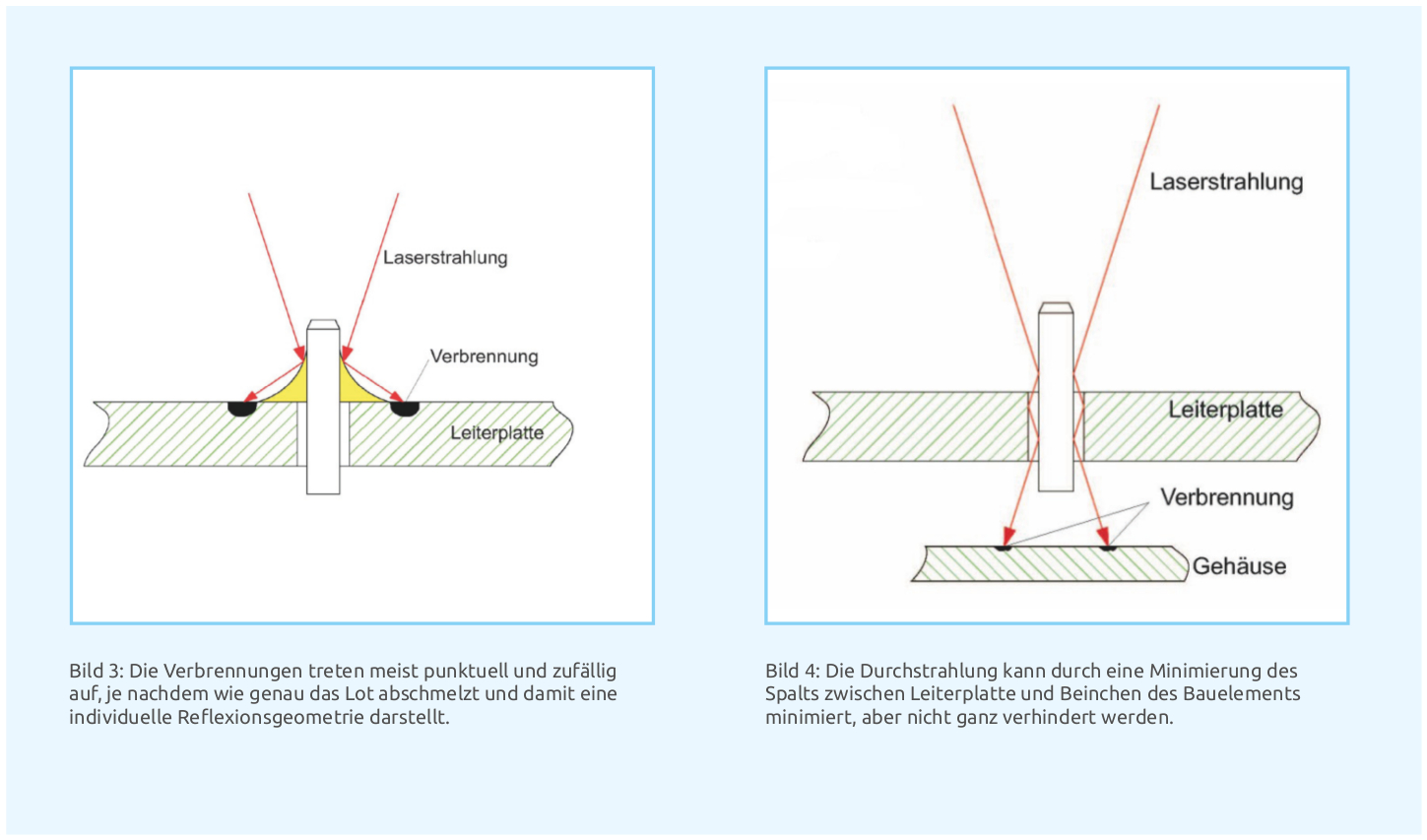
Verbrennungen auf der Leiterplattenoberseite durch Reflexionen an der Lötstelle (Bild 3)
Verbrennungen unterhalb der Leiterplatte durch Laserstrahlen, die durch den Spalt zwischen Pin und Leiterplattenbohrung durchstrahlen (Bild 4)
Laufende Kosten durch die begrenzte Standzeit der Hochleistungsdiodenlaser
Lötfehler durch Unterbrechungen der Flussmittelseele im Lotdraht.
Die ersten drei Punkte sind für das Laserlöten typisch, der vierte Punkt ist auch ein Hemmnis bei allen Lötverfahren, bei denen Lotdraht mit Flussmittelseele zum Einsatz kommt.
Folgender konzeptioneller Ansatz wurde zur Reduzierung der typischen Verbrennungen gewählt: Statt mit einem Laserstrahl wird mit sechs Laserstrahlen, die aus unterschiedlichen Richtungen kommen, gelötet. Damit ist die Strahlungsintensität für potentielle Verbrennungen auf ein Sechstel reduziert.
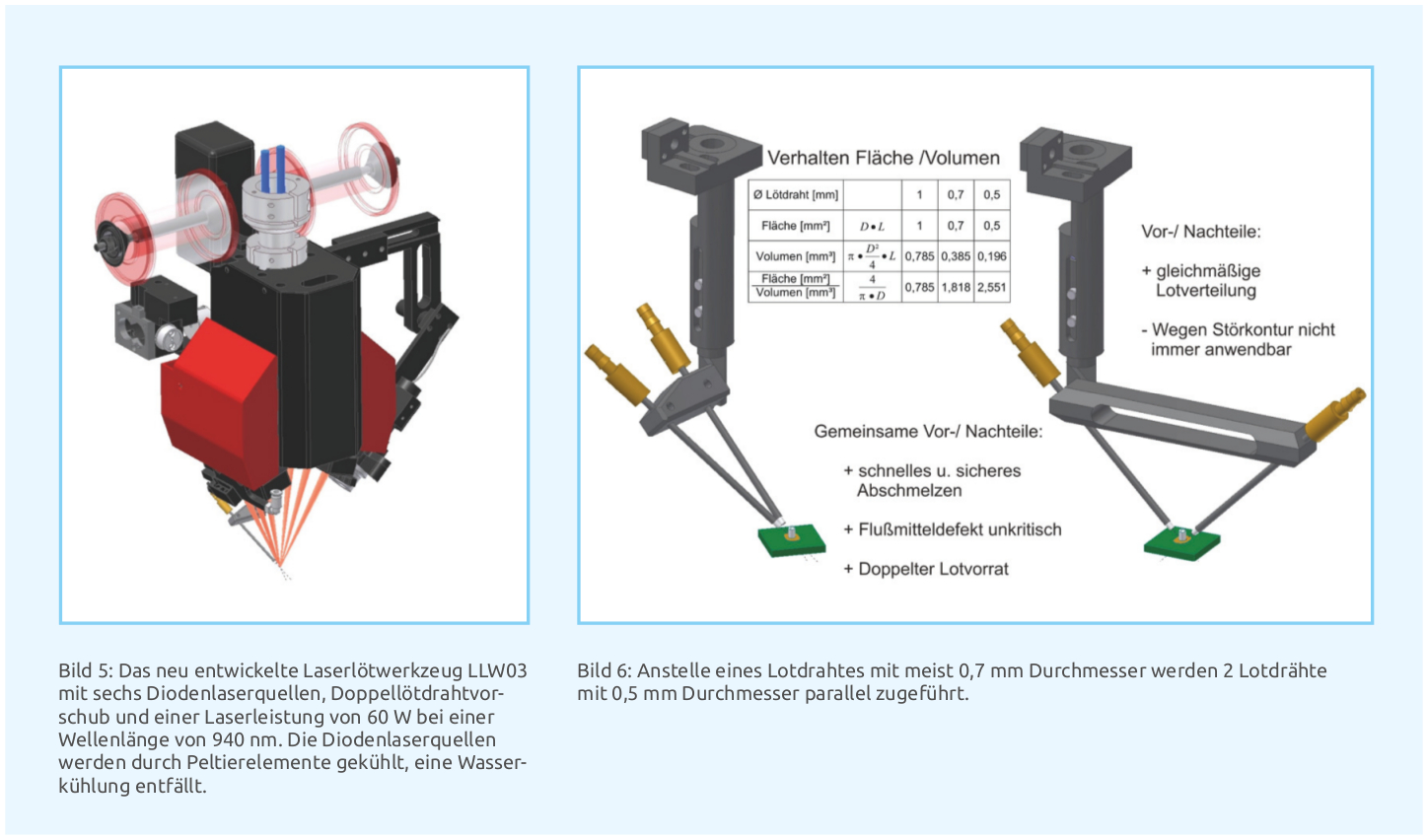
Der optische Aufwand ist natürlich erheblich, da sechs Einzeloptiken notwendig sind. Zudem müssen diese zueinander justierbar ausgeführt werden. Jedoch ist es gelungen, dies in einem kompakten Lötwerkzeug unterzubringen (Bild 5).
Mit dem LLW 03 können die einzelnen Laserstrahlen jetzt optimal auf die Geometrie der zu lötenden Lötstelle abgestimmt werden.
Alle sechs Optiken werden aus separaten Laserquellen gespeist, die jeweils eine maximale Laserleistung von 10 W aufweisen. In der Summe ergibt sich eine Laserleistung zum Löten von 60 W. Diese Laserquellen mit relativ geringer Leistung weisen eine 10-fach längere Lebensdauer auf als bekannte Hochleistungsdiodenlaser in konventioneller Technik. Je nach Anwendung liegt die MTBF (meantime between failure) sogar bei 250 000 Betriebsstunden.
Damit sind die laufenden Kosten des Laserlötens geringer als die des Kolbenlötens, da bei diesem Verfahren der Lötspitzenverschleiß nicht zu unterschätzende Kosten verursacht. Optional stehen für höhere Lötleistungen auch Laserquellen mit der doppelten Leistung zur Verfügung. Um die komplexen Optiken vor Verschmutzung zu schützen sind schnellwechselbare Schutzgläser vorgesehen worden.
Die Häufigkeit der Reinigung hängt stark von den Eigenschaften des Flussmittels im Lotdraht ab. Flussmittelspritzer führen zu starker Verschmutzung und damit hohem Wartungsaufwand.
Das Problem von Flussmittelunterbrechungen im Lötdraht wurde durch die gleichzeitige Zuführung von zwei Lotdrähten gelöst (Bild 6).
Erfahrungen haben gezeigt, dass über einen begrenzten Zeitraum von wenigen Sekunden auch mit einer geringeren Flussmittelmenge noch gute Lötstellen erzeugt werden. Es ist unwahrscheinlich, dass beide Lötdrähte gleichzeitig eine Unterbrechung der Flussmittelseele aufweisen. Das heißt, es ist immer mindestens 50 % des Flussmittels vorhanden.
Weitere wichtige Vorteile sind:
Da zwei Drähte bei gleichem zugeführten Lotvolumen eine größere Oberfläche aufweisen als nur ein Draht, kann die Laserstrahlung das Lot schneller aufschmelzen.
Je nach Anwendung können die Lotdrahtzuführungen auch gegenüberliegend angeordnet werden. Dies verbessert die gleichmäßige Lotverteilung an der Lötstelle und beschleunigt den Lötprozess.
Allerdings ist vielen Lötstellentypen, insbesondere auch bei sehr kleinen Lötstellen, eine Zweifachzuführung nicht möglich. Sie kann räumlich nicht untergebracht werden.
In diesen Fällen ist es unabdingbar, dass bei den Lotdrähten, die verwendet werden,
das Vorhandensein und
ein gleichbleibender Feststoffgehalt der Flussmittelseele gewährleistet ist.
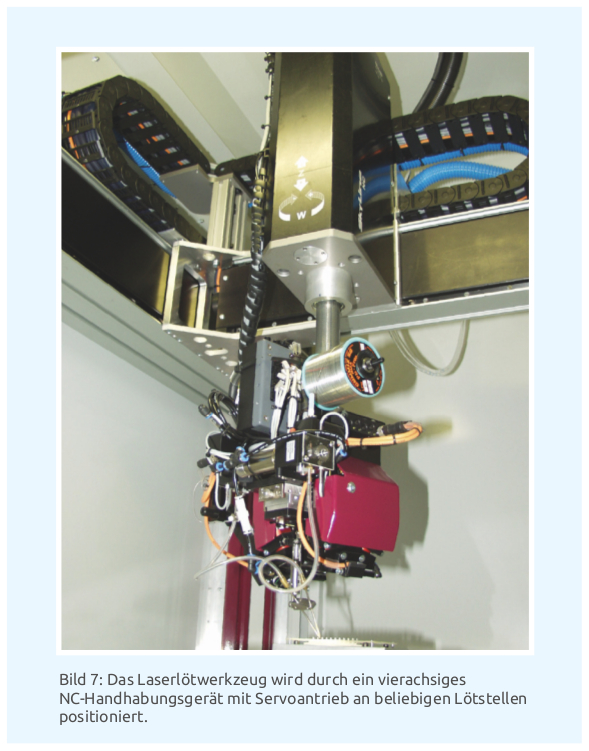
Das neue Laserlötwerkzeug ist Bestandteil der Wolf Laserlötmaschinen, die typischerweise vier programmierbare Achsen aufweisen (Bild 7).
Die bekannten Ausstattungsmerkmale wie
integrierte Kamera mit Bildverarbeitungs system zur Positionskorrektur und Lötstel-lenprüfung und
Pyrometer zur Überwachung der Löttemperatur,
sind auch für das neue Laserlötwerkzeug nochmals überarbeitet und verbessert worden.
Dr. Wolf, Geschäftsführer
Wolf Produktionssysteme GmbH & Co. KG